This write-up is based on a CNC plasma cutting table coolant capacity of 100 US gallons (9′ x 4.5′ x 0.333′ dimensions). At a dilution ratio of 20:1, you will need 5 gallons of GreenCut Plasma Arc Cutting Fluid as an initial charge for the table described, plus extra GreenCut Plasma Arc Fluid for topping up the coolant level as you operate the table. Your pH should be 9 or higher.
This proposal will work for plasma cutting tables from 50 US gallons to 400 US gallons. Beyond this size, the pump should be enlarged. Please contact us for pump sizing, etc. for larger systems.
For optimal table performance, circulation of the water/GreenCut coolant is a must. Table circulation with filtration eliminates waste particles and makes the coolant last longer. We recommend 5 micron filtration and keeping the table topped up with the GreenCut Plasma Arc Fluid as required to keep the pH reading at 9 or higher (check it weekly).
Note: If your plasma arc table is a used table containing an alternate coolant, you will need to drain and discard what is in the tank now. Additionally, you will need to scrape any rust and clean the slag and sludge out of the table before starting up with GreenCut.
50 to 400 US gallons capacity
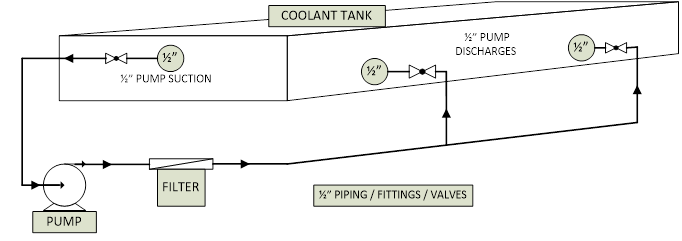
The above sketch illustrates a typical plasma table circulation system. Note that the pump suction is taken off the top of the table near the top of the liquid in order to prevent slag from damaging the pump. The pump discharges are pushed low into the tank to push the existing slag out of the way.
The pump requirement for this size of plasma cutting table is 1/25 HP (see recommended pump below). This pump provides a circulation frequency up to 4 table cycles per day at 0.5 gallons per minute. For a 400 US gallon table, the circulation frequency would drop to 2 table cycles per day.
We suggest working with 1/2″ piping for your setup. It’s safer and may outlast the table. For total table circulation then, you will have: one only 1/2″ suction with 1/2″ piping and two only 1/2″ discharges with one 1/2″ header, pump and filter (see recommendations below). The above sketch shows how your plasma table should pipe up. We suggest 1/2″ plug valves and 1/2″ sch. 40 steel pipe and fittings, all screwed. 1/2″ piping is fine for table sizes of 50 to 400 US gallons.
If the plasma arc cutting table is used intermittently, start the circulation pump for about 2 hours every three days or so to prevent mold formation, etc. caused by stagnant coolant. This will assure inter-molecular contact between GreenCut Plasma Arc coolant and bacteria which may try to form as a mold on the coolant surface under moist and warm circumstances.
It is assumed that the CNC plasma arc cutting table contains a bladder or similar coolant lift system to place the coolant right against the plate being cut, or to allow burying the plate in the coolant in the case of cutting gauge plate. It is very important for safety and cutting finish reasons to eliminate air gaps between the plate being cut and the coolant: I.e. to eliminate smoke from plasma cutting which should not be breathed. It should be remembered that plasma torches cut under very hot conditions (from 7,000 to 25,000 degrees F). Under these kinds of temperatures, some of the metal is vaporized into the smoke which is very unhealthy to breathe.
Proposed Pump and Filtration Equipment
The proposed pump, Grundfos Brute Three Speed, 1/25 horsepower has a flow range of 0-17 GPM with a head range of 0-19.5 feet.

(paid link)
The proposed filter, Pentek #10 Big Blue Filter Housing along with Pentek DGD-5005 Filter Cartridges is graduated to filter the coolant from 50 microns down to 5 microns in a graduated filter core. This way the outside gets loaded with coarse material waste prior to penetrating further into the core to clean the coolant down to 5 microns in one step.

(paid link)

(paid link)
Disclosure: As an Amazon Associate I earn from qualifying purchases.